


Product
ProductInfo
集中润滑装置
- 整机使用容积式自动润滑系统,润滑X/Z轴轨道滑动面与各轴滚珠螺杆,当油位过低时会自动发出警告,机器停止执行下一单节动作,待添加润滑油后再执行后续动作。
自动刀长量测系统(选择)
- 可选择加装自动刀长量测系统,节省刀具配置时间,让校刀工作更加简易精准。
X轴行程稳定运行
- X轴配重设计,由减重泄压阀与油缸来增加X轴向之推力,确保稳定的快送性能。
- 搭配安全煞车器,在突然断电时可马上将刀塔固定住,防止刀塔下滑。
- X/Z轴使用高导程系列的滚珠螺杆,使用大直径外循环式螺帽,提供顺畅之钢珠回流,表现高刚性、无背隙及高定位精度的特性。
- X/Z轴滚珠螺杆,与马达采直结设计,定位准确,可靠度高,无皮带与齿轮传动背隙的问题,并可选配扭力限制器。
高效率排屑系统
- 斜背式设计,主轴下方超大排屑空间,清屑简单容易。
- 伸缩板金搭配冲屑喷嘴,使用高压切削液泵浦,提升排屑效果。
- 右排链板式铁屑输送机搭配独特设计油槽,成功阻绝铁屑被切削液泵浦吸入,且可独立拉出滤网,清洗便利。
- 可另外选择加装天井冲水装置,加速清除内部积屑。
自动化可程式尾座设计
- 尾座心轴标准为MT-5固定式心轴装设活动顶针,也可选择高刚性旋转式心轴搭配固定顶针。
- 以双油压缸方式夹紧轨道,避免尾座因受力而打滑;尾座移动时,以油压牵动杆连结床鞍移动至定位,确实达到省力及快速的效能。
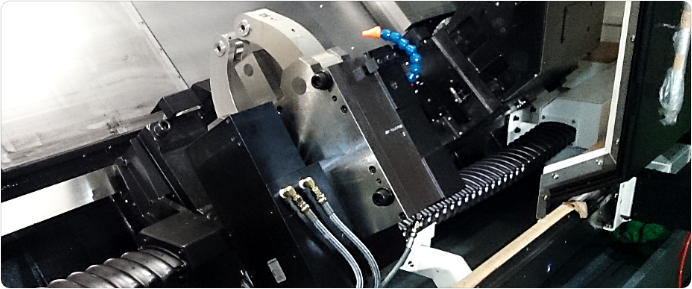
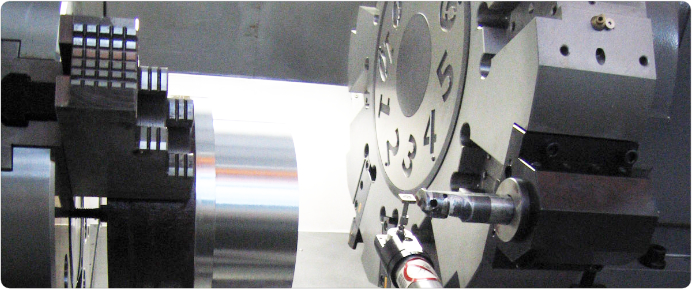
高速高精度刀塔设计
- 刀塔采伺服马达驱动旋转,可容纳10把刀(若有需求可选用12刀)。
- 以最短距离就近选刀,换刀速度仅需0.9秒。
- 闪刀空间设计:中隔板内凹设计,增加闪刀空间。
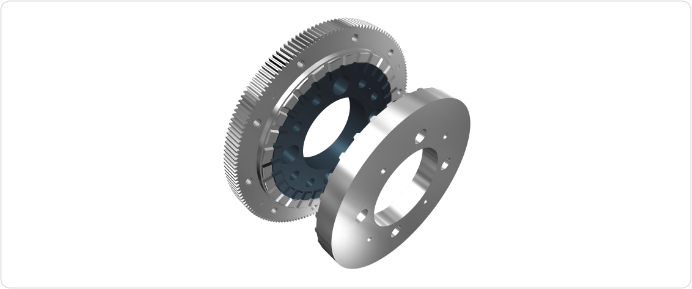
- 强力油压刀塔夹持---三片式大直径离合器搭配强力油压夹持刀塔,在执行各种切削加工时,可长期维持切削表面精度,提供完美的定位精度及重覆定位精度。
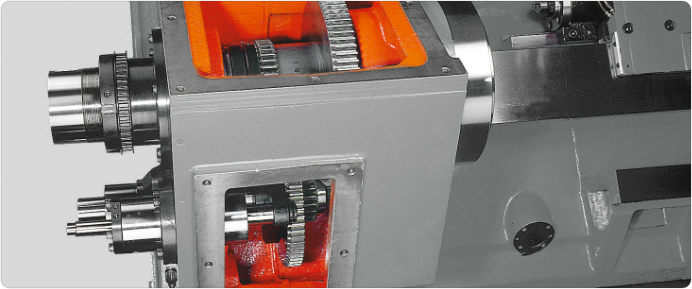
头部变速箱设计
- 强力四段变速齿轮箱,可依照实际切削情况调整所需的速度及扭力。
- 优越头部散热设计,以油温冷却机循环冷却主轴轴承与齿轮,降低运转温升。

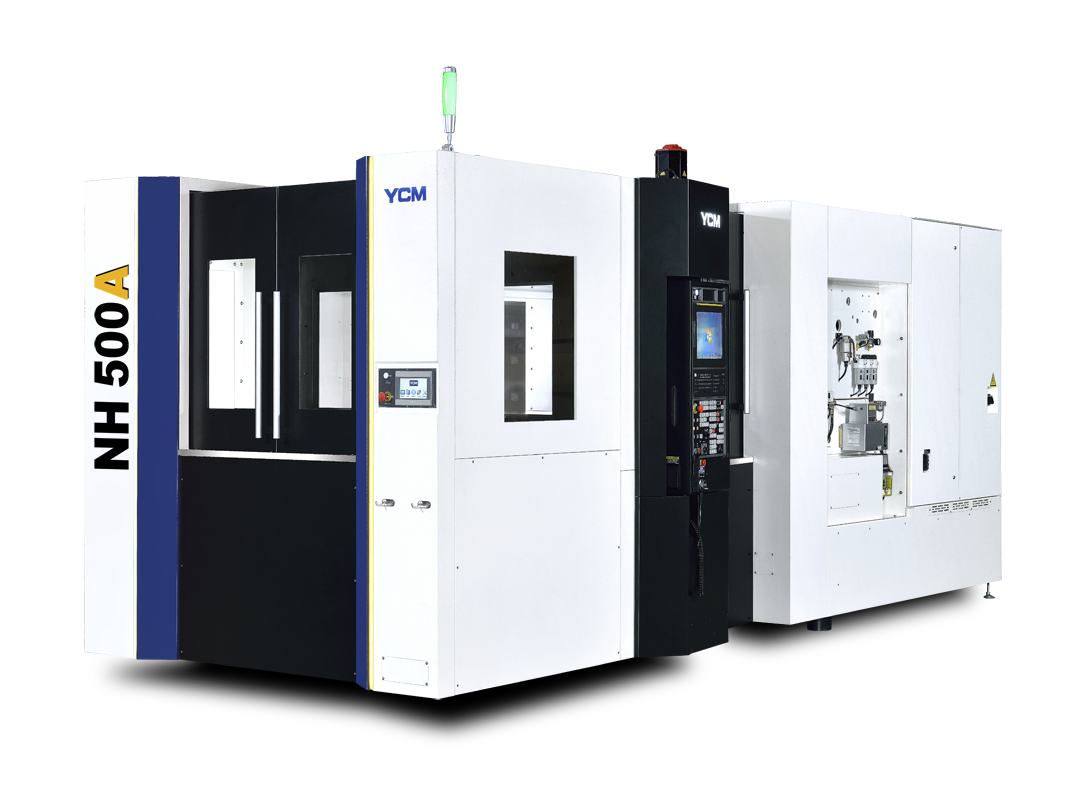
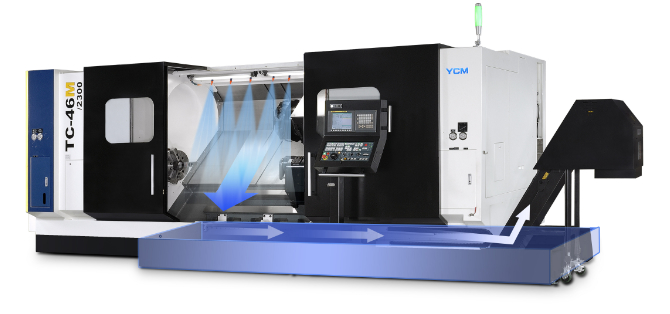
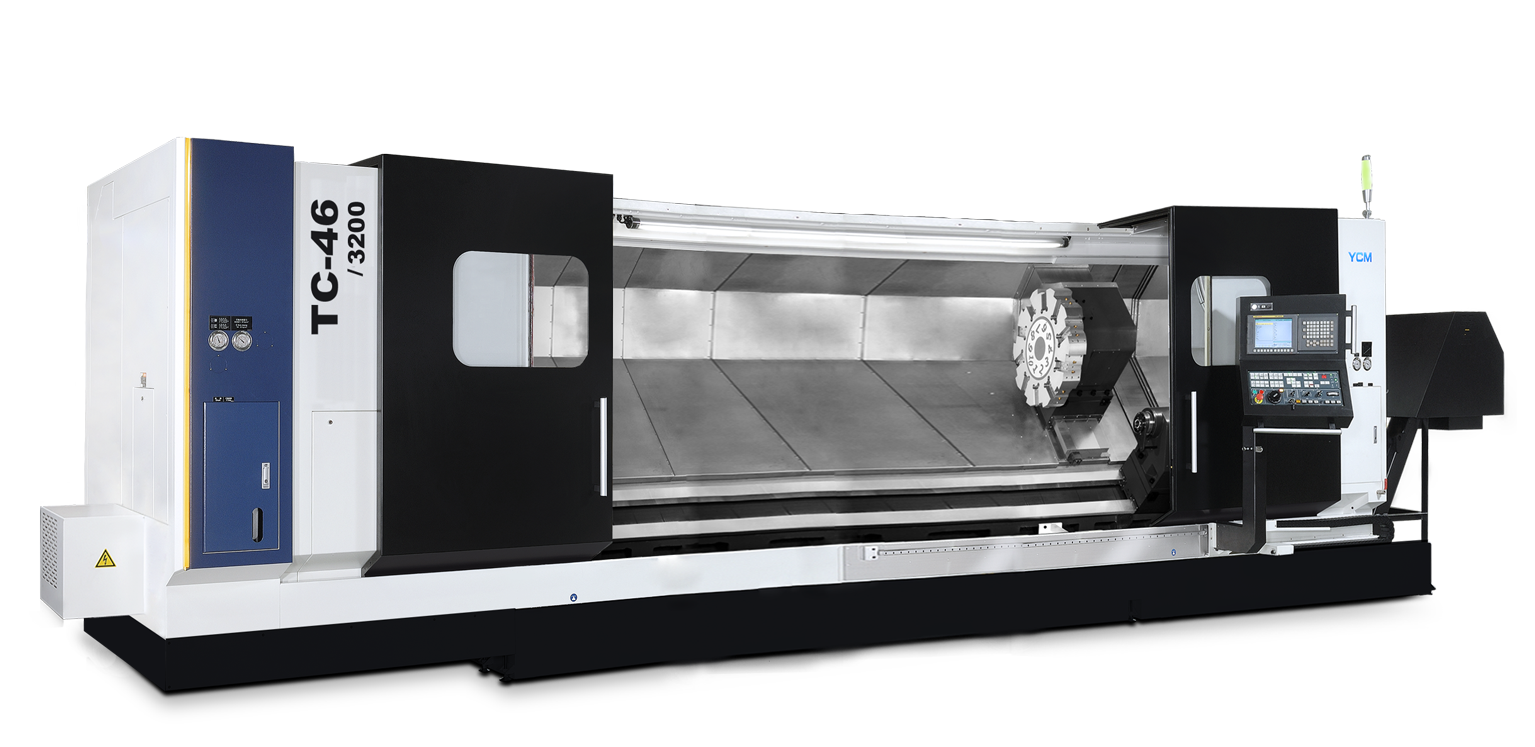
- 永进机械将多年累积的经验,结合最新科技与设备,成功开发出高刚性电脑数值控制车床TC-46。专为大型车削工件设计的TC-46,适用于阀体与油压用零件、造船、汽车、建设机械及能源等产业之各种大型零件加工;其优越的重切削能力与精度,更是受到极高的肯定。
精密主轴设计
- 采用A2-11主轴鼻端,主轴通孔ø130 mm可搭配15"夹头(若有需求可选用18"/ 21"/ 24"夹头,或使用客制化夹治具)
- 夹头使用脚踏开关操作方式,兼顾安全性与操作便利性。
- 夹持压力可随工件形状及材质做调整。
- 大直径轴承配置设计最佳化,提供重切削所需之刚性。
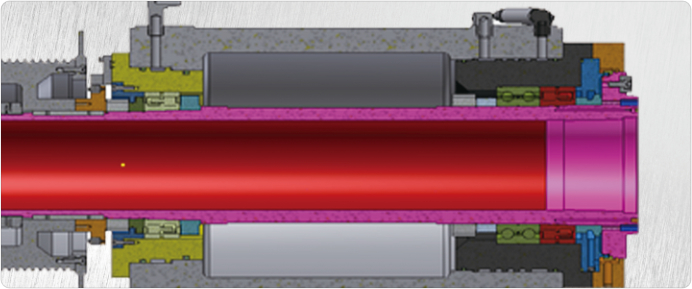
前轴承加大设计
- 加大的前轴承内径达ø180 mm,提升重切削能力。
- 主轴通孔直径 : ø130 mm
- 拉杆直径 : ø117 mm
- 为了确保主轴轴承良好的组装精度,不直接以头部铸件装配轴承,采套管式设计;主轴套管皆经由精密研磨,并于恒温室内组装完成,使主轴品质佳、寿命长。
大通孔设计(选择)
- 采用A2-15主轴鼻端,大通孔ø182 mm可选用15" / 18" / 21" / 24"夹头。
- 大通孔系列适合长型零件加工(搪、钻内孔),油管(车内牙)选用双夹头加工。
高刚性结构设计
- 高刚性、高吸震性的米汉纳铸铁透过FEM有限元素分析,提供优越的阻尼吸震效果及完美的切削刚性;45°斜背式一体成形底座,精度高、误差小,同时展现强力排屑特性。
- Z轴采大跨距宽度设计,跨距宽度达620 mm,使床鞍在切削移动时平稳运作;轨道经高周波热处理,具有内韧外硬之硬化层,耐磨性高;再透过精密研磨,使TC-46在车削时展现极高的精度与稳定性。
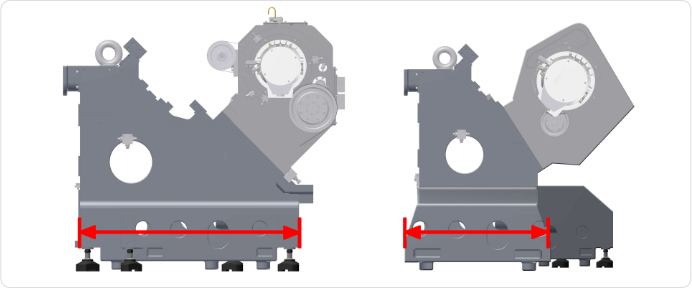
- 底座地脚跨距达950 mm,确保重切削时的高稳定度。(左边:YCM_TC46一体式结构,底座跨距宽 ;右边:他厂 底座非一体式,底座跨距窄)
low.png)
low.png)



产品比较
×
产品已加入比较
您最多可以选择5项产品或直接查看结果。